

100型钢筋剥肋平头滚丝机
点击数:26
价格:电联或咨询在线客服
所属栏目:钢筋滚丝机
咨询热线:15614883666
钢筋直螺纹滚丝机使用说明书
钢筋直螺纹滚丝机使用说明书
一、用途
100型钢筋剥肋平头滚丝机床:主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径16-32mm的HRB335或HRB400C级带肋钢筋。
二、特点
GPG-100型钢筋剥肋平头滚丝机床,可一次装夹完成从剥肋到滚轧螺纹平头的加工过程。加工螺纹的牙形饱满,切面光滑,尺寸精度高,机械强度高。既可加工正扣螺纹,也可加工反扣螺纹。
本机操作简单、结构紧凑、工作可靠,具有独特的刀具自动开合机构。可加工直径范围为16-36mm的HRB335和HRB400级钢筋。

三、结构
由机架、夹紧钳、导轨、滑板、摆线针轮减速机或齿轮减速机、剥肋滚轧头、平头装置、进给机构、自动开合机构、行程限位机构、冷却系统、电器控制箱、控制系统等部分组成。

四、主要技术参数
1、加工钢筋直径范围:16-36mm
2、主电机功率;5.5 KW 平头电机9.0KW
3、配用电源:三相380V 50Hz
4、主轴转速,80-100r/ min
5、**加工长度:80mm
6、重量:365kg
五、使用方法
(一)加工前的准备
1、按要求接好电源线和接地线,接通电源。电源为三相流电源,为保证人身安全请使用带漏电保护功使的自动开关。
2、冷却液箱中,加足溶性冷却液(严禁加油性冷却液) 乳化油与水的比例1:10容积约12-15升。
3、检查各运动部件是否灵活,检查减速机润滑油是否充足。
(二)空车试转(不装夹工件)
1、接通电源。
2、操作按钮,检查电器控制系统工作是否正常,检查冷却水泵工作是否正常。
注意:启动机器后,滚轧头的转向应为反时针方向旋转(从刀具一端向减速机方向看去),平头电机按调整座箭头所指顺时针方向旋转,否则需将电源线三根中的两根互换端子重接即可。
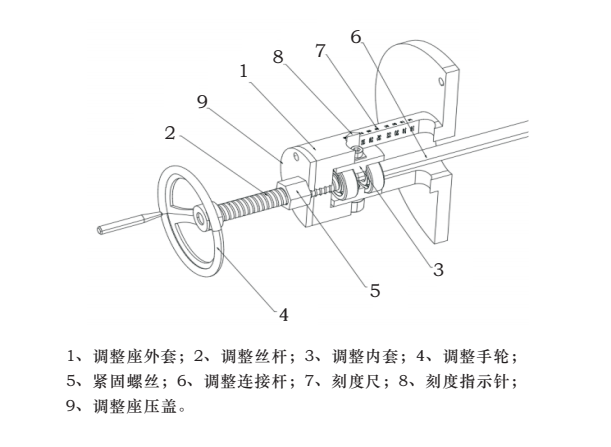
(三)机器的调整 1、加工前,要根据所加工钢筋的直径,选择并调换与加工直径相适应的滚丝轮(317)。滚丝轮与加工钢筋直径的关系见
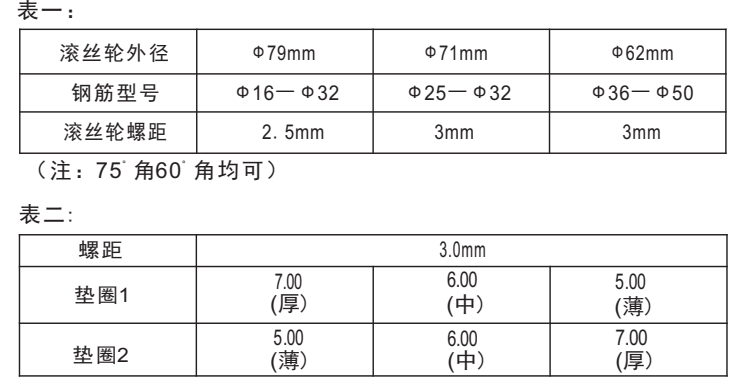
3、滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座(307), 以任一根偏心轴(316)为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚一中一薄,再分别安装滚丝轮(滚丝轮小面朝外),**,在滚丝轮 外面按原顺序依次安装与滚丝轮相适应的垫圈:薄―中―厚。反丝安装方 法——调换每个滚丝轮的内外垫圈即可。
4、对刀:先松开滚轧机头后面的3条紧定螺钉(322),再松开6条定位 螺栓(321),然后将与所要加工的钢筋型号相适应的对刀棒插入滚轧头中 心,转动偏心调节齿轮(302),使滚丝轮与对刀棒相接触,抽出对刀棒, 拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈(319),使之不得移动。
5、定位盘松开四个定位螺丝任意旋转,试棒为大头,放入对刀棒,旋 转定位盘至加紧刀棒,坚固定位盘4个螺丝即可。
6、根据所加工钢筋型号,调整剥肋刀开张碰块(207 )的位置,保证剥肋长度达到要求值,根据所加工钢筋型号,调整进刀行程碰块(204)的位置,保证滚轧螺纹有效长度达到要求值。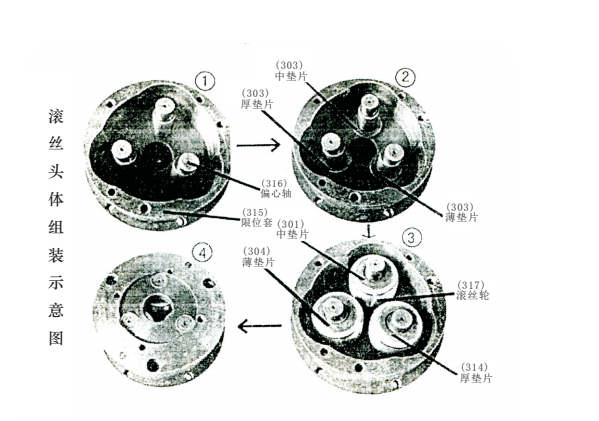
六、使用注意事项
1.冷却液体必须使用水溶性乳化冷却液,严禁使用油性冷却液,更不可用普通润滑油代替。
2.没有冷却液时严禁滚轧加工螺纹。
3.待加工的钢筋端部应平整,必须用无齿锯下料。且在端部500mm长度范围内应圆直,不允许弯曲,更不允许将气割或切断机下料的端头直接加工。
4.在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。
5.滑道应定期清理并涂油。
6.铁屑应及时清理干净。
7.冷却液体箱半月清理一次。
8.减速器应定期加油,保持规定油位。
9.滚压机应定期进行保养。
10.机床的机壳必须可靠接地后再使用。


