
钢筋冷镦粗直螺纹套筒连接
钢筋冷镦粗直螺纹套筒连接
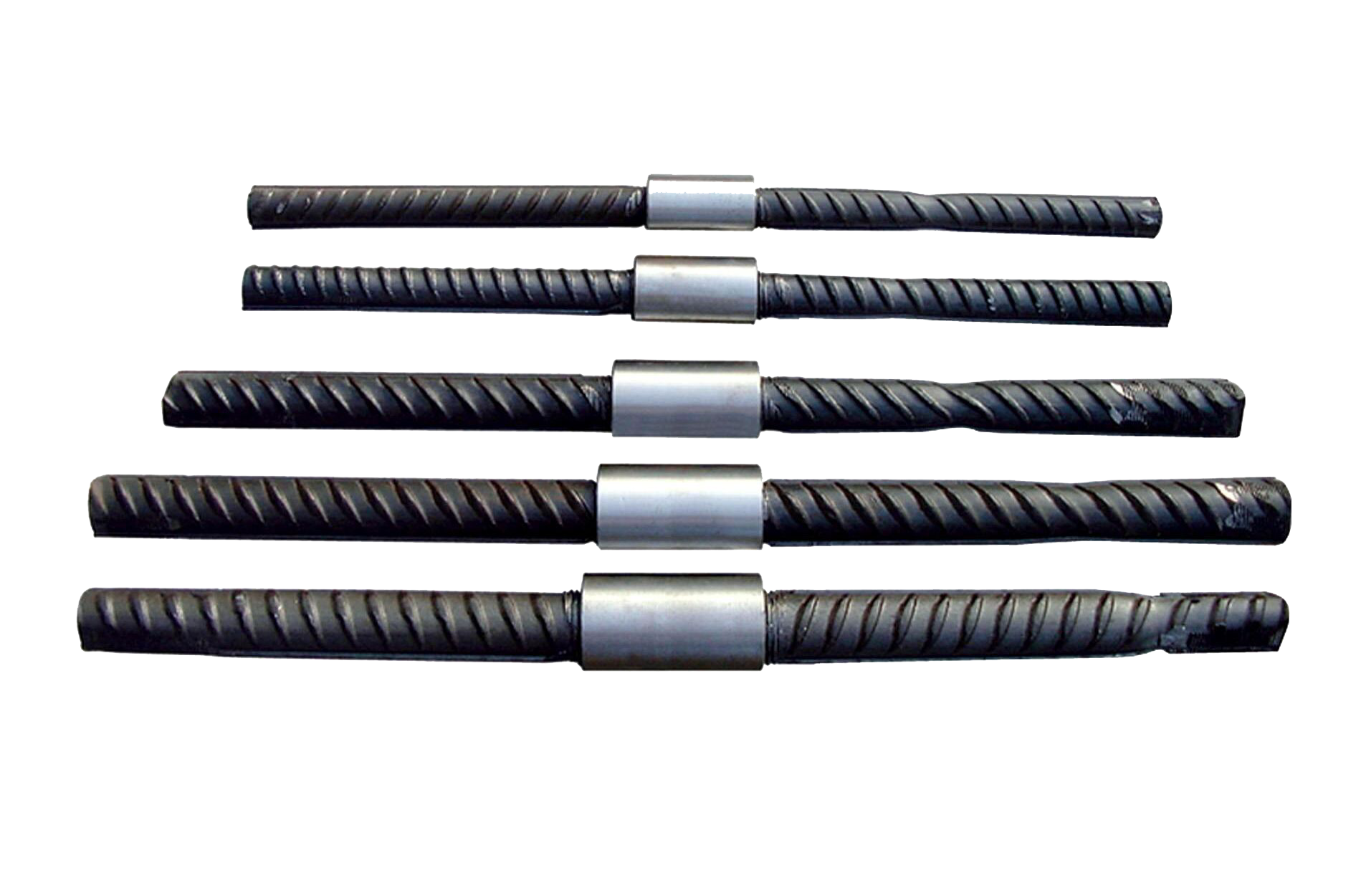
钢筋冷镦粗直螺纹套筒连接是通过冷镦粗设备先将钢筋端部冷镦粗,再在镦粗端加工直螺纹丝头后将两根已镦粗套丝的钢筋连接端穿人配套加工的连接套提高。加之,钢筋端部加工直螺纹后,其螺纹底部的*小直径,应不小于钢筋母材的直径。因此,该接头可与钢筋母材等强。其工艺流程见下图。
1.钢筋端部丝头加工
(1)钢筋下料前应**行调直,下料时,切口端面应与钢筋轴线垂直不得有马蹄形或挠曲。
(2)镦粗后的基圆直径d1应大于丝头螺纹外径,长度L。应大于1/2套筒长度,过渡段坡度应不小于1:3,缴粗头的外形尺寸见下图。粗量参考数据见下表。
(3)敏粗头不得有与钢筋轴线相垂直的横向表面裂纹。
(4)不合格的镦粗头应切去后重新镦粗,不得在原镦粗段进行二次镦粗。如选用热工艺镦粗钢筋,则应在室内进行镦头加工。
(5)加工钢筋丝头时,应采用水溶性切削润滑液,当气温低于0℃时,应有防冻措施,不得在不加润滑液的状态下套丝。
(6)钢筋丝头的螺纹应与连接套筒的螺纹相匹配,标准型丝头和加长型丝头加工长度的参数数据见下表。丝头长度偏差一般不宜超过+1P(P为螺距)。
(7)冷后进行套丝,套丝后的螺牙应无裂纹、无断牙及其他缺陷,表面粗糙度达到图纸要求。
(8)直螺纹加工检查合格后,应戴上塑料保护帽或拧上连接套,以防碰伤和生锈。
(9)用牙型规检测牙型是否合格,并用环规检查其中径尺寸是否在规定误差范围之内。
(1)现场加工的直螺纹应注意防潮,防止强力摔碰,并堆放整齐。


