
冷挤压套筒连接方法及措施:
冷挤压套筒连接方法及措施:
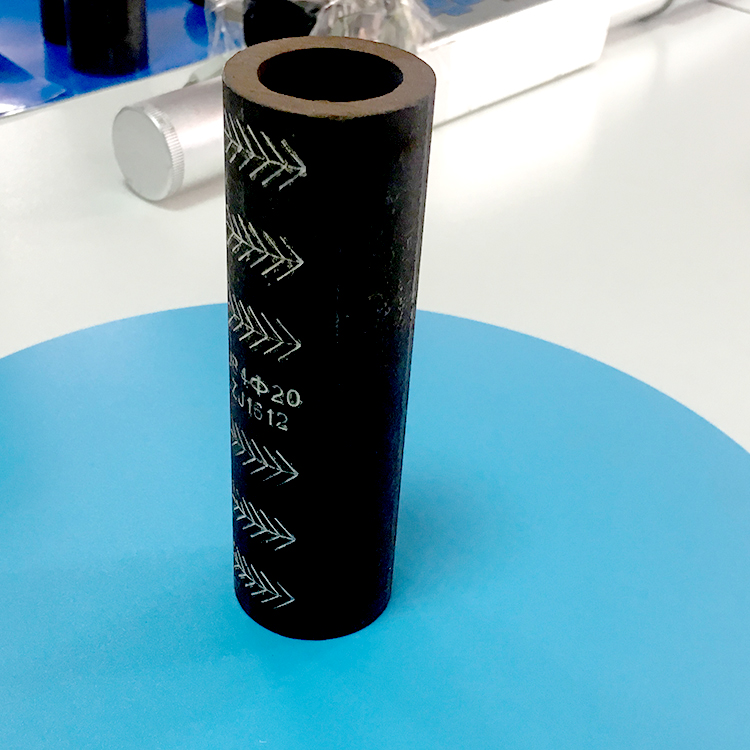
1. 固定操作工人,并对操作人员进行技术培训。2. 挤压连接前,钢筋端部标出定位标志和检查标志,定位标志是标示钢筋与套筒的位置,由于钢筋套筒挤压后伸长,定位标志进入接头,所以设检查标志检验钢套筒位置是否正确。
3. 挤压时必须从接头中间压痕标志开始依次向两端进行。
4. 为提高工效,在加工厂区,将套筒与钢筋连接,完成挤压头的一半,在现场挤压另一半,但半成品要架起放置,防止挤压筒内被污染。
5. 冷挤压套筒与钢筋规格要相符,不得以大代小,当钢筋变直径时,若钢筋相差一个等级,则可用大直径的套筒,若钢筋相差两个两个等级,则必须增加一个过渡段。(如,一些柱子的钢筋由Φ32变为Φ40,则套筒为Φ40连接Φ40-Φ36钢筋,之后,再用Φ36套筒连接Φ36-Φ32钢筋。)
6. 冷挤压的压膜必须等规格使用,当连接不同直径钢筋时,应根据两遍的钢筋直径采取相应的压膜。
7. 挤压连接完成后,要及时调直,偏折角度小于等于4度。
加强质量检查工作,质量检查分为外观检查和拉伸试验两部分。
本文由衡水中景机械设备有限公司编辑发布转载请注明此处:冷挤压连接套筒 http://www.hszjjx.com/


