
冷挤压套筒连接工艺流程
冷挤压套筒连接工艺流程
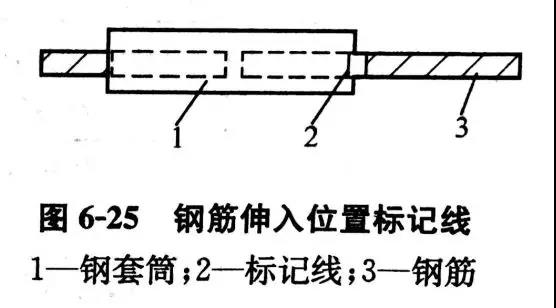
挤压连接工艺流程:钢筋套筒检验→钢筋断料,刻画钢筋套入长度,定出标记→套筒套人钢筋一安装挤压机→开动液压泵,逐渐加压套筒至接头成型一卸下挤压机一接头外形检查。其工艺要点如下:(1)将钢筋套入钢套筒内,使钢套筒端面与钢筋伸入位置标记线对齐。
(2)按照钢套筒压痕位置标记,对正压模位置,并使压模运动方向与钢筋两纵肋所在的平面相垂直,即保证**压接面能在钢筋的横肋上。
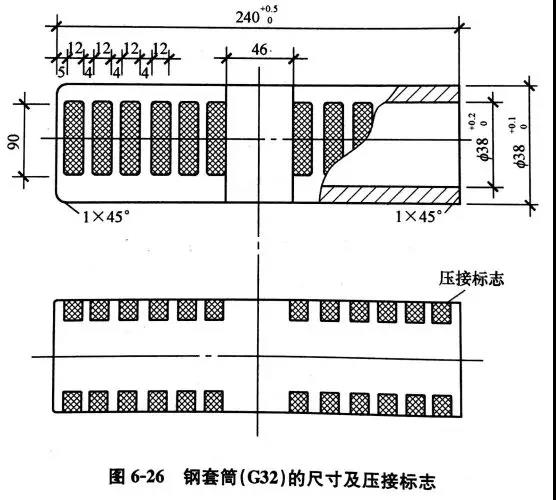
压痕一般由各生产厂家根据各自设备、压模刃口的尺寸和形状,通过在其所售钢套筒上喷上挤压道数标志或出厂技术文件中确定。凡属压痕道数只在出厂技术文件中确定的,应在施工现场按出厂技术文件涂刷压接标记,压痕宽度为12m(允许偏差士1mm)、压痕间距4mm(允许偏差士1.5mm),见下图。(3(3)挤压工艺参数。
1)压接顺序。从中间逐步向外压接,这样可以节省套简材料约10%。
2)压接力。压接力大小以套筒金属与钢筋紧密挤压在一起为好。压接力过大,将使套筒过度变形而导致接头强度降低(即拉伸时在套简压痕处破坏);压接力过小,接头强度或残余变形量就不能满足要求。试验结果表明采用不同型号的挤压设备,其压接参数见下表。
3)压接道数,它直接关系到钢筋连接的质量和施工速度。道数过多,施工速度慢;过少,则接头性能特别是残余变形量不能满足要求。采用不同型号的挤压机,其压接道数参见上表。
压痕*小直径一般是通过挤压机上的压力表读数来间接控制的。由于钢套简的材质不同,造成其硬度、韧性等也不同,因此会造成挤压至所要求的压痕*小直径时所需要的压力也不同。实际挤压时,压力表读数一般为60~70N/mm2,也有在54~80MPa之间的,这就要求操作者在挤压不同批号和炉号的钢套筒时必须进行试压,以确定挤压到标准所要求的压痕直径时所需的压力值。
本文由衡水中景机械设备有限公司编辑发布,转载请注明此处:冷挤压钢筋套筒 http://www.hszjjx.com/


