
可焊接钢筋套筒-施工及检验要求
可焊接钢筋套筒-施工及检验要求
钢筋焊接套筒劲性柱是型钢外面包混凝土的构件组成的结构,一般广泛应用于大型结构中,力求截面*小化,承载力**,来节约空间。常见的一般有H型钢劲性混凝土、十字钢柱混凝土、圆钢柱混凝土等,一般在钢柱上焊上铆钉浇注。它与传统钢筋混凝土柱相比,具有截面尺寸小、承载力高、整体刚度好、抗震性能显著等优点。
但劲性钢柱间的钢筋连接问题始终是设计和施工人员比较关心的问题,也是施工中的重点和难点。现结合本公司对钢筋连接技术的研究及市场开发经验,谈谈可方便实现劲性钢柱间钢筋连接施工技术。
1、钢筋焊接套筒连接施工技术:
1.1连接的工艺原理
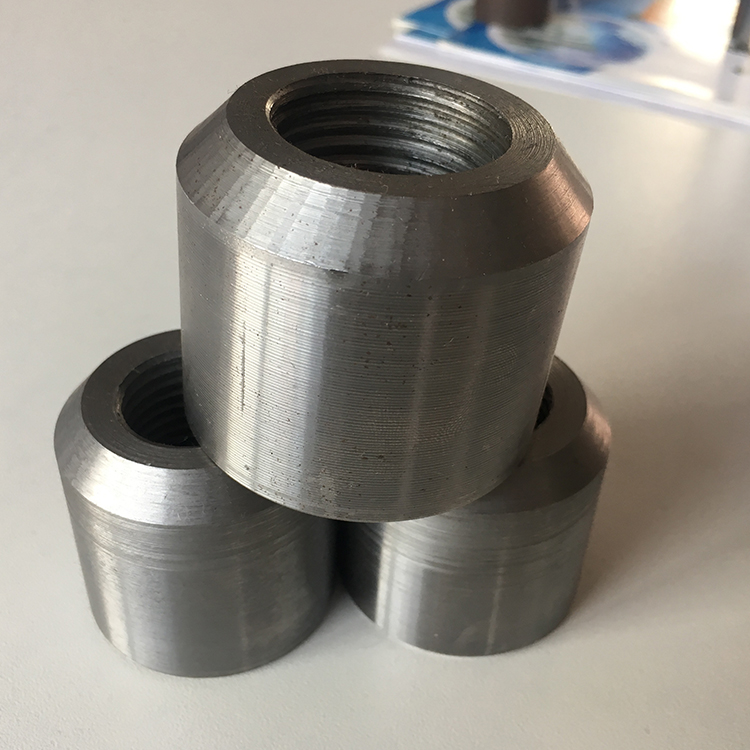
钢筋焊接套筒连接工艺是劲性钢柱间的钢筋连接施工中主要用于型钢柱与框架梁间的钢筋连接施工。其连接工艺原理是用于连接的套筒具有可焊性,可方便实现与型钢柱间的焊接连接;用于连接的套筒加工有能与钢筋端头外螺纹匹配的内螺纹,可方便实现框架梁筋与框架梁间的连接;连接施工时由持证焊工先将带有内螺纹的可焊性套筒按**位置焊接在型钢柱上,将带有右旋螺纹的钢筋旋入可焊性套筒并连接牢固,由焊缝和螺纹共同传力的一种钢筋等强度连接方法。
1.2接头制作工艺流程
可焊性套筒连接接头的制作分为可焊性套筒的设计选材、螺纹加工及现场焊接等一系列的工序,其中套筒的选材和现场施焊尤为重要。选材时不仅要考虑所选材料的可焊性,而且要考虑可焊性套筒内螺纹与之相配套螺纹钢筋外螺纹的力学性能匹配性,这些参数均需通过相应的试验来佐证。套筒施焊除对焊缝的几何尺寸及焊缝质量有严格要求外,还要求施焊时妥善保护好可焊性套筒的内螺纹不能受到破坏。
具体制作流程:
(1) 将设计完成并经试验合格的可焊性套筒运至施工现场或加工场;
(2)用特定的工装或其他辅助工具确定焊接位置;
(3)去掉套筒上的塑料保护盖;
(4)将可焊性套筒大倒角一端面对钢梁(柱)并对称点焊2点,点焊时应通过工装等方法保证套筒和钢柱之间留有约2mm的间隙;
(5)沿着可焊性套筒倒角进行施焊一周至规定焊缝要求;
(6)对焊缝进行质量检查;
(7)现场连接。
本文又衡水中景机械设备有限公司编辑发布,转载请注明此处:可焊型钢筋套筒 http://www.hszjjx.com/


